





Exploring Femtosecond Laser Micro-Drilling for Medical Grade Polymer Tubing Applications
Medical grade polymer tubing is an essential component in various medical and healthcare devices and instruments due to its outstanding attributes, including exceptional durability, sterilization capability, flexibility, chemical resistivity, and biocompatibility, among others. These tubing materials find extensive application in critical medical areas such as catheters, guidewires, drug delivery systems, urology flow and drainage systems, and more.
However, it’s important to note that not all polymer materials are suitable for medical and healthcare applications. To ensure safety and compliance with strict FDA regulations and standards, only a select group of polymers that meet these stringent criteria and are extrudable can be designated as qualified for medical grade tubing production.1
Table 1 provides an overview of the widely used materials in the production of medical grade polymer tubing, highlighting their crucial role in the healthcare industry.

The remarkable growth of the medical grade polymer tubing industry can be attributed primarily to the increasing demand for cost-effective medical devices and the substantial expansion of the pharmaceutical and healthcare sectors. A comprehensive market analysis report by Zion Market Research indicates that the medical grade polymer tubing market reached an estimated size of approximately $10.5 billion in 2021. Projections suggest that this market is set to continue its robust growth, reaching approximately $17.0 billion by 2030, with a steady annual growth rate of 5.5% anticipated for the period spanning from 2022 to 2030.2
When it comes to the processing of medical grade polymer tubing like drilling and cutting, a paramount criterion is to ensure that no harmful materials are introduced during the manufacturing process. Consequently, it is imperative to maintain the integrity of the peripheral material throughout the processing.
It is widely recognized that various interventional medical devices, including catheters, drug delivery balloons, stents, and intravenous lines, necessitate the creation of minute apertures, typically with diameters less than 1mm, in soft and thin-walled tubing with outer diameters (OD) of several millimeters. This task poses a formidable challenge for traditional mechanical drilling tools, which demand exceptionally sharp and diminutive cutting heads. In contrast, laser technology, as a non-contact tool, offers the ability to focus a laser beam to a few micrometers at the target, rendering it supremely suited for precision drilling through ablation.3
The initial question to address belongs to the selection of an appropriate laser source for polymer processing. Polymer materials exhibit unique organic chemical structures characterized by significant chemical bonds, including C-C/C=C/C≡C, C-O/C=O, C-N, C-H, C-Si, N-O/N=O, H-O, Si-O, among others (refer to Table 2). As a consequence of these attributes, polymer materials tend to possess a softer consistency and lower melting points. The key imperative in achieving flawless processing lies in minimizing the thermal impact as much as possible. Consequently, the concept of “cold processing” becomes indispensable.
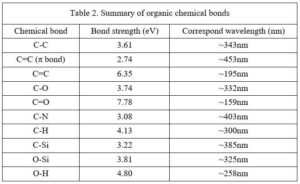
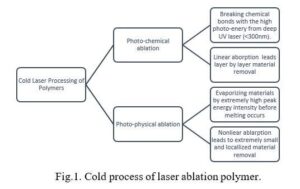
There are two laser technologies capable of achieving “cold processing” (see figure 1). One involves the photo-chemical process, which utilizes a deep ultraviolet (UV) laser with a wavelength of <300nm to break chemical bonds (see table 2).4 The second method utilizes an Ultrafast laser such as picosecond (ps) and femtosecond (fs) laser in a photo-physical process to vaporize materials before melting occurs.5,6,7
Due to inherent challenges associated with the utilization of deep-UV lasers, including elevated maintenance expenses and reduced processing efficiency, the role of deep-UV lasers in polymer-based medical device processing has been diminishing. Instead, fs lasers are emerging as the preferred alternative, particularly for the precise micro-hole laser processing of medical-grade polymer tubing. This article will address laser drilling and cutting in medical-grade polymer tubing.
Experiment
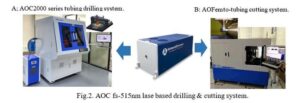
In this study, we conducted testing on four commonly utilized polymer materials in the medical field: polyurethane (PU), silicone, polylactic acid (PLA), and polyamide (Nylon). We employed an AOC’s comprehensive AOC fs (~400fs) – 515nm laser, integrated into a conventional AOC2000 series tubing micro-machining system. This system was equipped with a galvo-scanner and F-theta lens drilling module. Additionally, we utilized an AOFemto “stent-type” tubing cutting system, featuring a static cutting head, as illustrated in figure 2.
fs-laser cold processing of polymers is a delicate process because of the low melting point <250oC (as a reference in table 1). Precise control of laser processing parameters is essential to minimize thermal effects below the polymer’s melting point. Two critical laser parameters, namely pulse energy and pulse repetition rate, play a pivotal role in achieving this control. Drawing insights from extensive studies on the fs laser ablation of polymers, an empirical guideline has emerged. It suggests that maintaining a pulse energy of ≤1-2 uJ/p and a pulse repetition rate of less than 100 kHz is highly advisable to prevent the accumulation of heat. This recommendation stems from the inherent characteristics of fs laser pulse shapes and the low thermal conductivity of polymers as shown in Table 1. A detailed explanation will be presented in the following section.
Figure 3 presents a schematic representation of the temporal profile of an fs laser pulse. The pulse width is quantified using two different methods: the full width at half maximum (FWHM) from t3 to t4, and the 1/e2 criterion from t2 to t5. Additionally, there is an extended portion of the pulse, denoted as the “wing”, between t1 to t2 and t5 to t6, characterized by significantly lower energy but a much broader temporal width from t1 to t6 in total extending up to the picosecond (ps) range. As the total pulse energy increases, the energy content within the wing portion also rises proportionally. This phenomenon introduces thermal effects in the system.
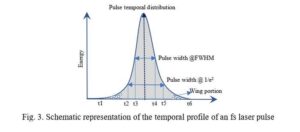
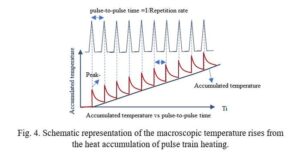
Figure 4 illustrates a schematic representation of a pulse train-induced macroscopic temperature increase due to the accumulation of residual heat when the time delay between pulses is insufficient. This phenomenon arises primarily from the material’s low thermal conductivity. Consequently, the residual heat remaining from one pulse cannot dissipate entirely and serves as a foundation temperature for the subsequent pulse heating. This iterative process results in a gradual elevation of the material’s macroscopic temperature, potentially reaching its melting point.
Results and Discussion
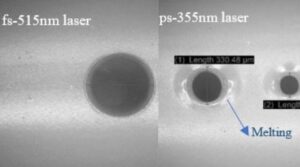
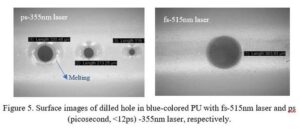
To demonstrate the indispensable role of fs lasers in polymer processing, we conducted a comparative study involving the laser drilling of blue-colored PU using two different lasers: a fs-515nm laser and a ps (<12ps) -355nm laser. In Figure 5, we present surface images of the drilled holes, showcasing results achieved with both lasers under optimized processing conditions. Notably, the ps-355nm laser exhibited a noteworthy issue of excessive melting in the vicinity of the drilled holes.
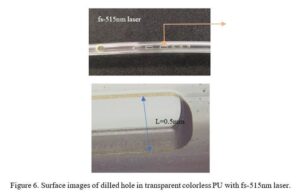
Similar results were also demonstrated in transparent PU tubing, as shown in figure 6. Although cold processing is purportedly achievable with an fs-515nm laser, there remains a subtle color change noticeable at the periphery of the drilled holes. This unequivocally indicates an elevated temperature during the process, likely due to heat accumulation. To mitigate this concern, one effective approach is to implement air or water-cooling for the tubing.
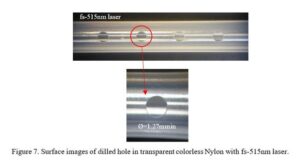
Similar to PU, nylon tubing finds extensive use in catheter applications, where hole drilling is an essential process. As depicted in figure 7, nearly perfect holes are achieved using an fs-515nm laser, with no discernible color alteration observed.
The PEEK tubing employed in the experiment exhibits a yellowish opaque appearance, which is likely attributed to the presence of additives. Given that PEEK possesses a notably elevated melting point of approximately 340°C, it is improbable that material melting would occur during fs-515nm laser ablation. Nevertheless, the primary concern in this process pertains to potential alterations in coloration. As depicted in figure 8, a subtle darkening of color was observed along the sidewall of the drilled hole.
Unlike many other polymers that tend to melt when heated, silicone exhibits a unique behavior; it starts off soft but becomes firmer when subjected to heat. This characteristic is unsuitable for certain medical device applications and must be avoided. Figure 8 presents surface morphology images of holes drilled in silicone tubing of colorless, yellow, and red variants using a fs-515nm laser.

Notably, there is no observable color alteration or material hardening at the edges of the drilled holes. It is accurate to assert that the fs-515nm laser is exceptionally well-suited for the precise fabrication of silicone-based medical devices.
The hole drilling method mentioned earlier utilizes a Galvo-scanner/f-theta lens drilling module with rapid beam movement, illustrated in Figure 2A. In contrast, stent-type tubing cutting typically employs a fixed cutting module with on-axis gas blowing, as depicted in Figure 2B. PLA, a highly promising biodegradable material, has generated significant interest in the development of biocompatible stent devices. Figure 9 displays optical microscope images of a PLA stent device cut using an fs-515nm laser. The images reveal a pristine structure without any signs of melting or damage.

Summary
This article presents a comprehensive study on the successful processing of four distinct types of medical-grade polymer tubing using a fs 515nm laser as the primary tool. The outcomes of these experiments serve as compelling evidence that the fs-515nm laser is a highly suitable and optimal laser source for the fabrication of medical-grade polymer-based devices. In addition to the scientific substantiation provided, the laser’s noteworthy attributes, including its exceptional 24/7 operational reliability and its cost-effectiveness, with a price point of under $100,000, significantly contribute to facilitating the transition of the fs-515nm laser from research and engineering laboratories to full-scale manufacturing facilities.
References:
-
Eric R. George, An Introduction to Polymeric Materials for Medical Devices. MEDDEVICE ONLINE, January 11, 2021.
-
Sandeep Ravi-Kumara, Benjamin Liesa, Hao Lyub, Hantang Qina, Laser Ablation of Polymers: A Review, Procedia Manufacturing 34, 316-327, 2019.
-
Laser Chem., 10, 25-40, 1989.
-
Stephen Hypsh, Femtosecond Laser Processing in the Medical Device Industry, PRODUCTION MACHINING, January 14, 2015.
-
Gediminas Raciukaitis, and Mindaugas Gedvilas, Processing of Polymers by UV Picosecond Laser, 24th International Congress on Laser Materials Processing and Laser Microfabrication (ICALEO), Papper # M403, 2015,
-
Bogusz Stępak, Arkadiusz J. Antończak, and Krzysztof M. Abramski, Optimization of femtosecond laser cutting of a biodegradable polymer for medical devices manufacturing, PHOTONICS LETTERS OF POLAND, 8 (4), 116-118, 2016.
Article source:Medical Device and Diagnostic Industry

